
Porosity in Welding | Types & How to Fix Welding Porosity
Abstract:
Porosity in welding is a common defect that can compromise the integrity and quality of welds. This comprehensive article explores the various types of porosity, their causes, and effective remedies to mitigate porosity issues in welding processes. By understanding the underlying factors contributing to porosity formation and implementing appropriate preventive measures and corrective actions, welders can achieve high-quality, defect-free welds in their projects.
Introduction:
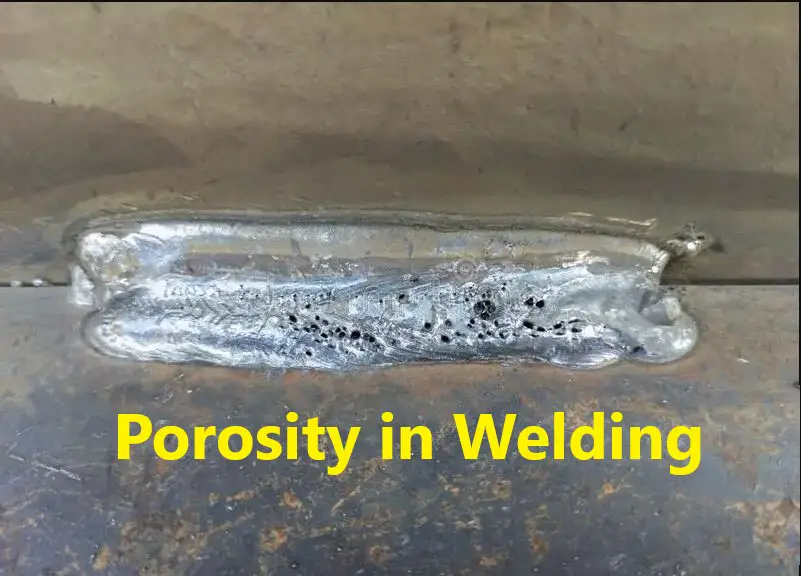
Porosity is a welding defect characterized by the presence of voids or cavities within the weld metal. These voids are typically filled with gas, such as hydrogen, nitrogen, or oxygen, which becomes trapped during the welding process. Porosity can weaken welds, reduce mechanical properties, and increase susceptibility to cracking and corrosion, making it a significant concern for welders across various industries.
Types of Porosity:
Porosity in welding can manifest in various forms, each with its unique characteristics and causes. Understanding the different types of porosity is essential for identifying and addressing welding defects effectively. Here are the common types of porosity encountered in welding:
- Surface Porosity:
- Surface porosity appears as small cavities or pinholes on the surface of the weld bead. These voids are typically distributed irregularly and may vary in size and shape. Surface porosity is often easily visible to the naked eye and can affect the appearance and integrity of the weld.
- Causes: Surface porosity can result from inadequate shielding gas coverage, surface contaminants (such as oil, grease, or rust), improper welding techniques (such as excessive arc length or travel speed), or gas turbulence in the weld pool.
- Internal Porosity:
- Internal porosity occurs within the weld metal and is not visible on the surface of the weld bead. These voids are often distributed randomly throughout the weld cross-section and may vary in size and density. Internal porosity can weaken the weld and reduce its mechanical properties.
- Causes: Internal porosity can be caused by gas entrapment during solidification, incomplete gas escape from the weld pool, inadequate gas shielding, improper filler metal composition, or insufficient welding heat input.
- Piping or Wormhole Porosity:
- Piping or wormhole porosity appears as elongated cavities or channels within the weld metal. These voids often have a tubular or worm-like shape and may extend along the length of the weld bead. Piping porosity can weaken the weld and compromise its structural integrity.
- Causes: Piping porosity is typically caused by excessive gas pressure in the weld pool, inadequate gas escape paths, high welding currents, or rapid solidification rates. Gas bubbles trapped in the weld metal can elongate and form wormhole-like voids as the weld cools.
- Crater Pipe Porosity:
- Crater pipe porosity occurs at the end of a weld bead, where a depression or “crater” forms. This type of porosity is often concentrated near the weld termination and may extend into the weld metal. Crater pipe porosity can weaken the weld and increase the risk of cracking.
- Causes: Crater pipe porosity is commonly caused by incomplete fusion or insufficient filler metal deposition at the end of the weld bead. As the welding arc is extinguished, the weld pool contracts, creating a depression or cavity known as a crater. If proper crater fill techniques are not applied, porosity may form in this area.
- Shrinkage Porosity:
- Shrinkage porosity appears as irregularly shaped voids or discontinuities within the weld metal. These voids are typically located near weld toes or sharp changes in weld cross-section and may be associated with weld solidification and cooling. Shrinkage porosity can compromise weld strength and ductility.
- Causes: Shrinkage porosity is primarily caused by localized volume contraction during weld solidification, particularly in areas of rapid cooling or high thermal gradients. Inadequate filler metal flow, improper joint design, or excessive welding heat input can exacerbate shrinkage porosity formation.
- Cluster Porosity:
- Cluster porosity consists of multiple small voids clustered together within the weld metal. These clusters may be randomly distributed or concentrated in specific areas of the weld cross-section. Cluster porosity can significantly affect weld integrity and mechanical properties.
- Causes: Cluster porosity can result from gas entrapment during welding, inadequate gas shielding, contamination of filler metal or base metal surfaces, or improper welding parameters. Variations in gas flow, arc stability, or weld pool dynamics can contribute to the formation of cluster porosity.
Understanding the different types of porosity and their underlying causes is essential for diagnosing and addressing welding defects effectively. By identifying the specific type of porosity present in a weld, welders can implement appropriate corrective actions and preventive measures to improve weld quality and integrity.
Causes of Porosity in Welding:
Several factors can contribute to the formation of porosity in welding:
- Shielding Gas Contamination: Contaminants such as moisture, oil, grease, or dirt in the shielding gas can introduce impurities into the weld pool, leading to porosity.
- Poor Gas Coverage: Inadequate shielding gas coverage or improper gas flow rates can result in insufficient protection of the weld pool, allowing atmospheric gases to penetrate and cause porosity.
- Base Metal Contamination: Surface contaminants, oxides, or coatings on the base metal can react with the welding arc and release gases, contributing to porosity formation.
- Improper Welding Technique: Incorrect welding parameters, such as travel speed, arc length, or electrode angle, can affect weld pool dynamics and gas flow, leading to porosity.
- Filler Metal Composition: Incompatible filler metal compositions or improper storage and handling of filler materials can introduce impurities into the weld pool, causing porosity.
- Welding Process and Equipment: Variations in welding processes, equipment settings, electrode type, or consumable quality can influence gas shielding effectiveness and porosity susceptibility.
- Environmental Factors: Environmental conditions such as humidity, wind, drafts, or temperature variations can affect gas shielding and contribute to porosity formation.
How to Fix Welding Porosity:
Fixing welding porosity requires a systematic approach that addresses the root causes of the problem. Here are steps to effectively fix welding porosity:
- Identify the Type and Location of Porosity:
- Before attempting any fixes, carefully inspect the weld to determine the type and location of porosity. Surface porosity, internal porosity, piping, crater pipe, shrinkage, and cluster porosity may require different remediation strategies.
- Address Contamination Issues:
- Surface contamination, such as oil, grease, rust, or dirt, can contribute to porosity formation. Clean the base metal thoroughly using solvents, wire brushes, or grinding wheels to remove any contaminants before welding.
- Optimize Shielding Gas Coverage:
- Ensure proper shielding gas selection and delivery to provide adequate coverage of the weld pool. Check gas flow rates, regulator settings, and gas hoses for leaks or obstructions. Adjust gas flow as needed to maintain a stable and consistent shield around the weld area.
- Adjust Welding Parameters:
- Optimize welding parameters such as voltage, current, travel speed, and arc length to achieve the desired weld bead shape and penetration. Experiment with different settings to minimize gas turbulence, improve arc stability, and reduce the likelihood of porosity formation.
- Preheat and Control Heat Input:
- Preheating the base metal and controlling heat input during welding can help reduce the risk of porosity formation. Preheating can minimize thermal gradients and reduce the likelihood of hydrogen absorption, while controlling heat input can prevent overheating and excessive gas entrapment.
- Use Proper Filler Metals:
- Select filler metals with low hydrogen content and proper alloy composition suitable for the base metal and welding process. Ensure filler metals are clean, dry, and free from surface contaminants to prevent contamination-related porosity.
- Apply Back Purging:
- In situations where internal porosity is a concern, consider using back purging to protect the backside of the weld from atmospheric contamination. Back purging involves supplying an inert gas (e.g., argon) to the backside of the weld joint to displace atmospheric gases and create a clean environment.
- Implement Post-Weld Heat Treatment:
- For critical applications or when dealing with hydrogen-induced porosity, consider applying post-weld heat treatment (PWHT) to remove trapped hydrogen and improve weld integrity. PWHT can help redistribute hydrogen within the weld metal and reduce the risk of hydrogen-related defects.
- Perform Non-Destructive Testing (NDT):
- After welding, conduct non-destructive testing (NDT) techniques such as ultrasonic testing (UT), radiographic testing (RT), or magnetic particle testing (MT) to detect and evaluate the extent of porosity defects. NDT can help verify the effectiveness of remediation efforts and ensure weld quality compliance.
- Document and Analyze Results:
- Keep detailed records of welding parameters, remediation actions, and inspection results to track porosity trends and identify recurring issues. Analyze data to identify root causes of porosity and implement corrective measures to prevent future occurrences.
- Continuous Improvement:
- Implement a continuous improvement process to evaluate welding procedures, training programs, equipment maintenance, and material handling practices. Solicit feedback from welders and inspectors to identify opportunities for process optimization and quality enhancement.
By following these steps and implementing appropriate remediation measures, welders can effectively address welding porosity issues and produce high-quality, defect-free welds. It’s essential to prioritize preventive measures and proactive quality control practices to minimize the occurrence of porosity and ensure the integrity of welded structures and components.
Porosity in Welding FAQs
- What is welding porosity?
- Porosity in welding refers to the presence of voids or cavities within the weld metal. These voids are typically filled with gas, such as hydrogen, nitrogen, or oxygen, which becomes trapped during the welding process. Porosity can compromise the integrity and quality of welds, leading to reduced mechanical properties and increased susceptibility to cracking and corrosion.
- What causes porosity in welding?
- Porosity in welding can result from various factors, including inadequate shielding gas coverage, surface contamination (such as oil, grease, or rust), improper welding techniques (such as excessive arc length or travel speed), gas entrapment during solidification, insufficient welding heat input, or incompatible filler metal composition. Environmental factors, such as humidity, wind, drafts, or temperature variations, can also contribute to porosity formation.
- How does porosity affect weld quality?
- Porosity can significantly impact weld quality by weakening the weld and reducing its mechanical properties. Welds containing porosity may exhibit decreased strength, ductility, and fatigue resistance, making them more prone to failure under load. Porosity can also increase the risk of cracking and corrosion, compromising the long-term reliability and performance of welded structures and components.
- What are the different types of porosity in welding?
- Porosity in welding can manifest in various forms, including surface porosity, internal porosity, piping or wormhole porosity, crater pipe porosity, shrinkage porosity, and cluster porosity. Each type of porosity has its unique characteristics, causes, and remediation strategies.
- How can welding porosity be prevented?
- Preventing welding porosity requires a combination of proper welding techniques, equipment maintenance, material handling practices, and environmental controls. Some preventive measures include ensuring proper shielding gas coverage, cleaning base metal surfaces thoroughly, optimizing welding parameters, preheating the base metal, using proper filler metals, implementing back purging for critical applications, and conducting pre-weld and post-weld inspections.
- How can welding porosity be repaired?
- Repairing welding porosity depends on the type and severity of the porosity defect. Surface porosity can often be repaired by grinding out the affected areas and rewelding. Internal porosity may require more advanced techniques, such as ultrasonic or radiographic testing, to identify the extent of the defect before implementing repair procedures. Remediation methods may include re-welding with proper techniques, applying post-weld heat treatment, or using specialized welding processes to fill voids and improve weld integrity.
- What are the consequences of welding porosity for different industries?
- Welding porosity can have significant consequences for various industries, including aerospace, automotive, construction, marine, manufacturing, and oil and gas. In aerospace and automotive industries, where safety and reliability are paramount, welding porosity can lead to component failure and compromise the structural integrity of critical systems. In construction and manufacturing, porosity can result in costly rework, scrap, and production delays, impacting project timelines and budgets.
- How is welding porosity detected and evaluated?
- Welding porosity can be detected and evaluated through various non-destructive testing (NDT) techniques, including ultrasonic testing (UT), radiographic testing (RT), magnetic particle testing (MT), liquid penetrant testing (PT), and visual inspection. These NDT methods allow inspectors to assess the size, shape, location, and severity of porosity defects without damaging the weld or surrounding materials.
These FAQs provide valuable insights into the causes, effects, prevention, and remediation of welding porosity, helping welders and industry professionals understand and address this common welding defect effectively.
Conclusion:
Porosity is a common welding defect that can compromise weld quality and performance if not properly addressed. By understanding the types, causes, and remedies for porosity in welding, welders can take proactive measures to prevent porosity formation and implement effective corrective actions when defects occur. Through meticulous process control, proper technique, and adherence to best practices, welders can consistently produce high-quality, defect-free welds, ensuring the integrity and reliability of welded structures and components across various industries.



Usually I don’t read article on blogs, but I would
like to say that this write-up very pressured me to check out and do so!
Your writing taste has been surprised me.
Thanks, quite nice post.